Introduction : Pourquoi l'"automatisation" n'est pas un terme universel
Dans les industries contemporaines, l'automatisation et, plus largement, l'automatisation industrielle sont suivies comme suit une voie vers l'efficacité et précision. Bien que cela soit exact, traiter l'"automatisation" comme un concept unique et monolithique constitue une erreur stratégique critique. Il s'agit d'un label unique pour un large éventail de solutions d'automatisation, sans tenir compte des éléments suivants Automatisation des usines (FA) etAutomatisation des processus (PA) Les deux types d'automatisation ne sont pas des disciplines différentes, mais simplement deux des principaux types d'automatisation.
Ces deux piliers de la production moderne diffèrent non seulement dans leur application, mais aussi dans leur origine. différents besoins spécifiques, différents systèmes et principes de contrôle fondamentaux et différents systèmes de mesure. La différence n'est pas simplement sémantique, elle est fiduciaire. Choix incorrect d'un automatisme la philosophie, c'est une mauvaise répartition des capitaux, des inefficacités du système, une inadéquation entre la technologie et les objectifs, et un manque de cohésion des objectifs..
Nous étudierons ces deux concepts et leurs composantes essentielles, en identifiant un système de définition pour décrire chacun d'entre eux. Au terme de cette analyse, vous serez en mesure de comprendre les piliers de la production, en identifiant non seulement leurs différences et leurs chevauchements, mais aussi l'importance de ces différences dans vos systèmes.
Qu'est-ce que l'automatisation industrielle ? Le monde de la fabrication discrète

A la base, automatisation des usines est le monde de la chose. C'est le domaine de la fabrication discrète, l'objectif principal des systèmes d'automatisation des usines.. Il est entièrement axé sur la production de données quantifiables, séparer, et des biens matériels-Unités que l'on peut compter, tenir et mettre dans une boîte. Prenons l'exemple d'une portière de voiture, de la carte logique d'un smartphone, d'une seringue médicale ou d'une chaussure de course. Chacune de ces unités est une "pièce" discrète qui passe à l'étape suivante du processus de fabrication dans une séquence d'opérations pour être transformée.
Automatisation des usinesqui excelle à grand volumeles tâches répétitives avec une intervention humaine minimale, la vitesse, la répétabilité et la précision, est au centre de l'attention. Cette recherche de l'efficacité de la production conduit à des questions clés :
- Combien d'unités pouvons-nous produire en une heure (débit) ?
- Chaque unité est-elle fonctionnellement identique à la précédente (cohérence) ?
- Le bras robotique place-t-il cette puce avec une tolérance de 10 microns (précision) ?
Un système d'AF est constitué d'une série d'opérations effectuées par des machines dans un environnement défini par des paramètres à grande vitesse pour effectuer des tâches spécifiques. Chaque composant est fonctionnellement identique, et le système est défini en termes de "mouvement" et de "position", avec chaînes de montage ou une ligne de production plus large qui comprend le reste. Un composant est saisi, déplacé, positionné, soudé, vissé, placé ou inspecté, et le cycle de ces fonctions spécifiques se répète, des milliers de fois un jour. La valeur objective réside dans la réplication à grande vitesse et à l'identique.
Qu'est-ce que l'automatisation des procédés (AP) ? Le monde de la fabrication en continu
Si l'AF est le monde de la "chose", l'AF est le monde de la "chose", l'AF est le monde de la "chose". Automatisation des processus est le domaine de la substance.
C'est le monde de la fabrication en processus (également connue sous le nom de fabrication en continu) ou, dans certains cas, de la fabrication par lots. Il ne s'agit pas d'unités dénombrables, mais d'un "matériau" amorphe qui est mélangé, chauffé, refroidi, pressurisé ou modifié chimiquement. La production n'est pas comptée ; elle est mesurée en volume, en poids, en débit. Pensez à l'essence de traitement chimique, peinture, pharmaceutiquepoudres, eau municipaleou production d'énergie.
Les principaux objectifs de la Automatisation des processus sont stabilité, sécurité et qualité constanteassurer l'efficacité opérationnelle. Les questions centrales sont les suivantes :
- La température dans la cuve du réacteur est-elle exactement de 400°C (stabilité) ?
- Le débit et la pression dans cette conduite se situent-ils dans des limites opérationnelles sûres (sécurité) ?
- La composition chimique de ce lot est-elle identique à celle du dernier (consistance) ?
L'environnement PA est un système de transformations hautement contrôlé, dans lequel les données d'entrée sont converties en un produit de sortie en vrac.. L'ensemble du système est souvent traité comme un processus unique, vaste et interconnecté. La principale préoccupation est de maintenir un état d'équilibre parfait, souvent avec une implication humaine minimale en raison de l'échelle et des dangers potentiels, ce qui réduit également les risques pour l'environnement. le risque d'accidents du travail. Un écart de 1% dans la température ou la pression peut être au mieux un gaspillage, au pire une catastrophe. La valeur est en la transformation impeccable et stable des matières premièresen un produit fini, en vrac.
Les différences fondamentales : Une comparaison tête à tête

Pour bien comprendre ce fossé, nous devons évaluer les philosophies juxtaposées sur un seul plan. Les différences de philosophie entre l'atelier de production et le centre névralgique sont fondamentales.
Rendement de la production : Pièces discrètes ou flux continu
En automatisation des usinesC'est la différence la plus intuitive. Dans l'automatisation des usines, le résultat est un produit fini et discret. Dans la production terminale, vous terminez votre chaîne de production par une UGS (unité de gestion des stocks). Vous pouvez lui attribuer un numéro de série. Une voiture, un ordinateur portable, une boîte de céréales. Le processus est défini par étapes séquentielles agissant sur une partie.
En automatisation des processus, la production est un produit, mais il est indifférencié. Vous terminez votre chaîne de production par une recette ou une formule. Le résultat est envoyé dans un réservoir, un silo ou un pipeline. Il se mesure en gallons ou en mètres cubes. Le processus est défini par des conditions continues agissant sur un flux.
La production "par lots" est ce qui se rapproche le plus des unités discrètes dans le domaine de la PA (courants dans les produits pharmaceutiques ou les produits chimiques spécialisés) où une quantité spécifique de matériau est créée en une seule fois. Même dans ce cas, la philosophie de contrôle consiste à gérer le processus (température, temps de mélange) du lot, et non l'assemblage de ses parties.
Systèmes de contrôle : PLC et robotique vs. DCS et SCADA
C'est là que les différences entre les technologies d'automatisation deviennent un peu plus techniques par nature. Les "cerveaux" des opérations dans ces systèmes et les processus d'entreprise qu'ils soutiennent sont conçus pour des tâches fondamentalement différentes.
Dans le cas de Automatisation des usines, c'est le Automates programmables et Robotique qui prennent le relais.
- PourPLC (Contrôleurs logiques programmables) : "Un automate programmable est l'épine dorsale de la logique séquentielle à grande vitesse. Ces contrôleurs industriels sont des ordinateurs industriels robustes conçus pour prendre des décisions "oui/non" ou "si-alors" en quelques millisecondes. Sa logique est séquentielle : "La pièce est-elle en place ? Oui. Activer la pince pneumatique. La pince est-elle bien fixée ? Oui. Activer la soudeuse. La soudure est-elle terminée ? Oui. Relâcher la pince. Ce type de fonctionnalité est conçu pour les demandes d'E/S (entrées/sorties) à grande vitesse que requièrent les capteurs, les interrupteurs et les actionneurs. "
- Pour la robotique : Il s'agit de systèmes robotiques dotés de contrôleurs de mouvement spécialisés qui gèrent les mouvements complexes et multiaxiaux du bras robotique pour les tâches de prélèvement, de placement, de soudage ou de peinture.
Dans le cas de Automatisation des processusIl s'agit d'un DCS (DistributedSystème de contrôle) qui automatise les processus.
- DCS : Un système de contrôle distribué sert de système de contrôle à l'échelle du processus. Il n'est peut-être pas conçu pour une réactivité de l'ordre de la milliseconde, mais pour une fiabilité massive à l'échelle du système. Il gère des entrées de données analogiques massives et simultanées provenant de transmetteurs de température, de pression et de débit, pour des milliers de boucles de rétroaction. Le système de contrôle, qui fait souvent partie de systèmes de contrôle plus avancés, utilise des algorithmes complexes pour maintenir l'équilibre en exécutant des boucles de contrôle complexes, en cascade, illustrant le contrôle "marche/arrêt" ; par exemple, "ouvrir cette vanne 32,5% pour maintenir la température à 90,1°C". Il est conçu pour la redondance et la visibilité à l'échelle du système, ce qui garantit que l'ensemble de l'usine fonctionne comme une entité unique et stable.
- SCADA(Contrôle de surveillance et acquisition de données) : Souvent utilisé pour la collecte et la visualisation des données, le SCADA est fréquemment employé comme IHM (interface homme-machine) globale qui permet aux contrôleurs, souvent via des tableaux de bord centraux ou des tablettes mobiles, d'observer et de superviser l'ensemble du processus, qui est souvent réparti sur une vaste zone.
Variables contrôlées : Position et vitesse en fonction de la température et de la pression
Cette distinction s'explique par la manière dont les différents systèmes sont contrôlés.
Automatisation des usinesse concentre sur le mouvement et sur des variables discrètes (souvent représentées par des mesures numériques).
- La position (la pièce est-elle ici ?), la présence (la boîte est-elle pleine ?) et le comptage (combien d'unités sont passées ?) sont les variables.
- Le contrôle peut porter sur la vitesse (quelle est la vitesse du convoyeur ?), la séquence (quelle est l'étape suivante ?) et le mode binaire (le moteur est-il en marche ou à l'arrêt ?).
- Le monde est défini par événement.
Automatisation des processusse concentre sur les états physiques et sur les analogique variables.
- Les variables sont la température (quelle est la température du réacteur ?), la pression (quel est le PSI dans le tuyau ?), le débit (combien de gallons par minute ?), le niveau (quel est le niveau de remplissage du réservoir ?) et le pH (quelle est l'acidité ?).
- La régulation peut être modulante (ouvrir la vanne 20%), proportionnelle (augmenter doucement la chaleur) et de maintien (maintenir la pression).
- Le monde est défini par conditions.
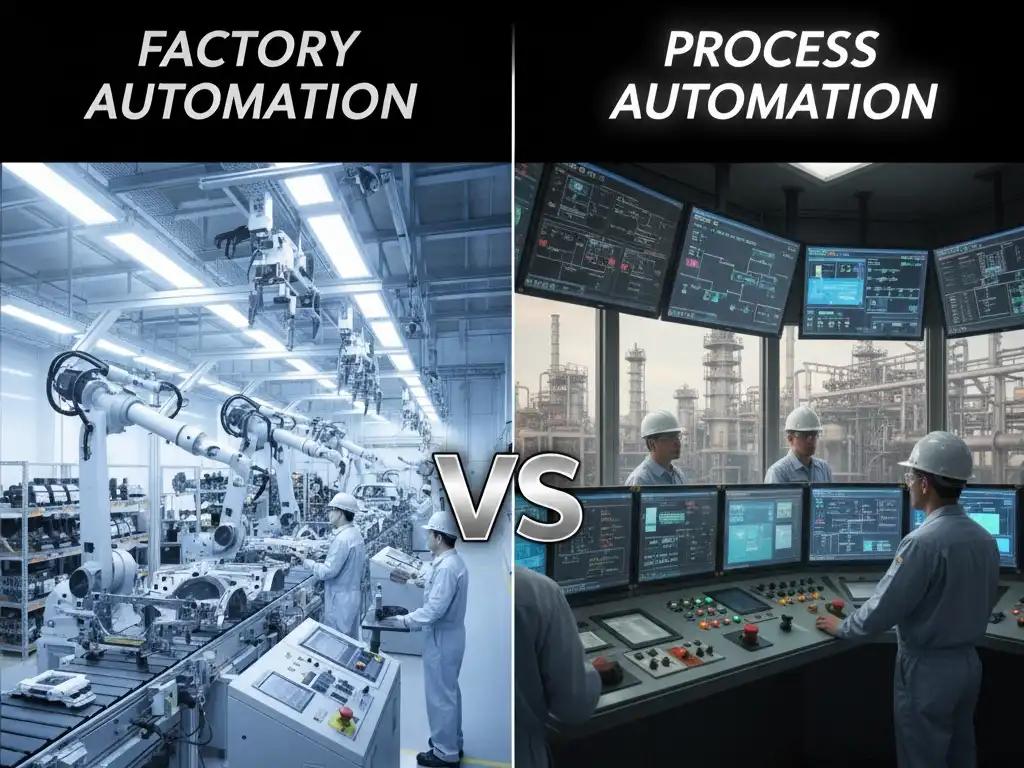
Industries typiques : Automobile et assemblage vs. pétrole et gaz
L'endroit où l'on trouve ces systèmes dans la nature rend la distinction claire comme de l'eau de roche.
| Fonctionnalité | Automatisation des usines (FA) | Automatisation des processus (PA) |
| Type de fabrication | Fabrication discrète | Processus / Fabrication en continu |
| Production de base | Choses (unités dénombrables) | Matières (volume/poids mesuré) |
| Objectif principal | Vitesse, débit, précision | Stabilité, sécurité, cohérence |
| Système de contrôle central | PLC (Programmable Logic Controller) | DCS (système de contrôle distribué) |
| Composants clés | Robotique, Servos, Pneumatique, Capteurs | Vannes de contrôle, transmetteurs, pompes |
| Variables clés | Position, vitesse, comptage, marche/arrêt | Température, pression, débit, niveau |
| Industries typiques | Assemblage automobile, électronique (et conception de produits), biens de consommation, emballage | Pétrole et gaz, produits chimiques, traitement de l'eau, production d'électricité |
Le "muscle" derrière le "cerveau" : Les composants clés qui exécutent les commandes

Un système de contrôlequ'il s'agisse d'un PLC ou un DCSest un "cerveau". Il prend des décisions et donne des ordres. Mais un cerveau sans corps, sans "muscle", est inerte. Le véritable travail d'automatisation ne réside pas dans la décision, mais dans l'exécution physique de cette décision..
C'est là que les composants - les actionneurs, soupapes, pinceset parfois des systèmes hydrauliques. Ils constituent l'interface tangible entre la commande numérique et le monde physique. En PACe "muscle" est souvent une grande machine à moduler vanne de régulation, s'asseoir sur un tuyau et ajuster lentement son ouverture de quelques points de pourcentage pour réguler le débit. Il est conçu pour les hautes pressions, les environnements dangereux et un contrôle analogique précis.
Mais dans lLe monde à grande vitesse et à cycle élevé deAutomatisation des usinesLes exigences sont beaucoup plus dynamiques. Le "muscle" doit être rapide, fiable et puissant, prêt à exécuter des millions de cycles sans défaillance. Il faut donc un cheval de bataille d'un autre genre.
Le cheval de bataille de l'AF : pourquoi les composants pneumatiques sont essentiels
Au HEBAI, nous comprenons que l'automatisation des usines (FA) repose sur une vérité fondamentale - chaque seconde compte. Qu'il s'agisse le serrage, le positionnement, le tri ou le transfertLa production moderne exige des millions d'actions précises et reproductibles chaque jour. Composants pneumatiques sont les bêtes de somme qui rendent ce rythme possible. Avec des temps de réponse plus rapides que la plupart des systèmes électromécaniques et la capacité à supporter des millions de cycles (durée de vie typique de 3 à 10 millions)Nos cylindres et nos valves garantissent que chaque mouvement est à la fois précis et durable. même dans des conditions difficiles et à haute fréquence.
Notre cylindres pneumatiques et systèmes de vannes sont conçus pour soutenir le rythme de l'automatisation moderne. Conçu avec Protection IP65-IP68Ils offrent un mouvement souple et efficace avec un minimum de vibrations et de bruit - parfaits pour les applications dans les domaines suivants l'électronique, l'automobile, l'alimentation et l'emballage. Avec pusinage de précision et joints d'étanchéité de première qualité, ils réduisent les temps d'arrêt, prolongent la durée de vie des équipements et garantissent que vos cellules d'automatisation fonctionnent en continu et en toute confiance.
Et parce que l'efficacité ne se résume pas à la vitesse, nous avons conçu notre Unités FRL (Filtre-Régulateur-Lubrificateur) pour fournir une énergie aérienne propre, stable et économe en énergie. Avec 0.1-1.0 MPa règlement, Filtration 25-40 μmet Capacité de débit de 500 à 4000 L/min, notre FRL Les systèmes protègent chaque actionneur et de la vanne en aval - éliminant les chutes de pression, la contamination de l'huile et les mouvements incohérents.. Pour les intégrateurs FA, cela signifie une ligne plus fiable, moins d'interruptions de maintenanceet des temps de cycle optimisés - exactement ce que toute usine intelligente exige.
Quand les frontières se brouillent : comprendre les systèmes hybrides modernes
Bien que différents, les systèmes FA et PA sont souvent utilisés conjointement dans les installations modernes, qui sont des systèmes "hybrides". En fonction du niveau d'automatisation, on peut trouver les éléments de l'indice fixe, automatisation programmableou l'automatisation flexible dans une seule et même usine. En réalité, les systèmes utilisés sont l'automatisation des installations et l'automatisation des processus.
Alimentation et boissonen particulier le yaourt, et produits pharmaceutiques sont des exemples courants.
- Dans le cadre de la Front-End (PA), Les usines de yaourt automatisent les processus de pré-pasteurisation du "yaourt" (mélange de lait, de cultures de yaourt et de fruits) et stockent le mélange dans d'immenses chambres de pasteurisation et de contrôle de la température. Il s'agit de Automatisation des processus, très probablement sur la base de paramètres préétablis DCS. Contrôle et automatisation La température, la durée du mélange et le débit sont des variables critiques.
- Back-End (FA), la ligne d'emballage, est Automatisation des usines. Le yaourt est acheminé vers une remplisseuse à grande vitesse. Les gobelets vides sont indexés (contrôle PLC), remplis, scellés, bouchés et mis en boîte (pneumatiques, actionneurs) sous la supervision de systèmes robotiques complexes.
Un ingénieur de l'installation doit connaître les deux systèmes. L'intégration, c'est parler automatisation des processus (DCS, stabilité) en un et automatisation des usines (PLC, vitesse, pneumatique) dans l'autre.
Comment choisir : Vos activités sont-elles discrètes ou processuelles ?

Afin de sélectionnez votre itinéraire d'automatisationPour ce faire, vous devez d'abord identifier votre principal défi. Lors de l'analyse de vos processus de production avec une ligne de production nouvelle ou existante, voici les questions clés et les meilleures pratiques auxquelles il convient de répondre. Cela vous aidera à trouver le bonautomatisation des usines solutions ou systèmes d'automatisation des processus.
- Est-ce que je fabrique des "choses" ou des "trucs" ?
- Les choses : Éléments distincts et dénombrables. -> Vous êtes dans le domaine de Automatisation des usines.
- Stuff : Une grande quantité de matière qui est mesurée. -> Vous êtes dans le domaine de Automatisation des processus.
- Mon objectif principal est-il la vitesse et débitou la stabilité et la sécurité ?
- La vitesse/le débit : "Le nombre d'unités par heure est la mesure clé. -> Automatisation des usines.
- Stabilité/sécurité : Le "maintien des points de consigne" est votre mesure clé. -> Automatisation des processus.
- Mes variables clés sont-elles la position et la séquence, ou la température et le débit ?
- Position/séquence : "La pièce est-elle en place ? "L'interrupteur est-il activé ? -> Automatisation des usines.
- Température/débit : "Quelle est la pression ?" "Quel est le niveau ? -> Automatisation des processus.
Ces réponses ne fournira pas seulement la bonne philosophie d'automatisation, mais commencera également à définir le système de gestion de l'information. systèmes de contrôle (PLC vs. DCS) et la décision cruciale sur les composants du système (pneumatiques et vannes de contrôle)Il s'agit là d'une première étape vers la réussite de l'entreprise.
Conclusion : Automatisation, précision et bon partenaire
Nous avons commencé par affirmer que "l'automatisation"n'est pas un concept unique. Nous avons vu que Automatisation des usines et Automatisation des processus sont en fait deux disciplines distinctes, nées de philosophies différentes et exécutées avec des outils différents.
Automatisation des usines est le monde des "choses" discrètes, une série d'opérations à grande vitesse mesurées en millisecondes et en micromètres, et régies par la loi sur la protection de l'environnement. Automates programmables. Automatisation des processusest le monde de la "matière" continue, un processus stable et contrôlé, mesuré en degrés et en gallons, et régi par les principes suivants DCS.
En fin de compte, une stratégie d'automatisation, souvent conçue pour optimiser ou remplacerle travail humainLa solidité d'une entreprise est fonction de son maillon le plus faible. Des composants de mauvaise qualité peuvent compromettre le contrôle de la qualité et entraîner des temps d'arrêt plus longs.. La logique de contrôle la plus brillante d'un automate est inutile si le composant physique qui exécute la commande est trop lent, trop faible ou trop peu fiable.
Pour ceux qui travaillent dans le monde de la fabrication discrète - le monde des Automatisation des usines-Le succès se définit par la traduction de la logique en un mouvement instantané, puissant et reproductible. C'est un monde qui fonctionne sur précision, la vitesse et la fiabilité, permettant aux travailleurs humains de passer de tâches répétitives à des rôles de supervision, afin d'obtenir un rendement maximal avec un minimum de ressources. effort minimal. C'est un monde qui fonctionne à l'air libre. En tant que experts dans le domaine des composants pneumatiques qui constituent le "muscle" essentiel de l'AF, nous comprenons intimement ce monde. Nous ne nous contentons pas de fournir des pièces, nous fournissons la vitesse, la fiabilité et la puissance que transforme votre logique d'automatisation en un produit fini.